



Manganese Nitrate (Mn(NO₃)₂) 50% Solution | The Multifunctional Powerhouse for Industry and Innovation
Manganese Nitrate (Mn(NO₃)₂) 50% Solution is a highly versatile and efficient chemical compound, renowned for its exceptional oxidizing properties, catalytic capabilities, and broad industrial applications. From serving as a critical analytical reagent to enabling advanced electronic component manufacturing, this pale rose-red liquid is driving innovation across multiple sectors.So what makes Manganese Nitrate 50% Solution stand out? Let’s delve into its unique advantages.

Unmatched Versatility for Diverse Applications
1. Superior Oxidizing & Catalytic Performance
Manganese Nitrate 50% Solution acts as a powerful oxidizing agent, facilitating high-efficiency chemical reactions. Its catalytic properties make it indispensable in industrial processes, including:
Chemical synthesis for accelerated reaction rates.
Dyeing and pigment production for vibrant, long-lasting colors.
Electronics manufacturing for precision component preparation.
2. Precision in Analytical Chemistry
As a high-purity analytical reagent, Manganese Nitrate ensures accurate and reliable results in laboratory settings, meeting stringent quality standards for research and industrial testing.
3. Eco-Friendly Industrial Solutions
With its controlled reactivity and minimal byproducts, Manganese Nitrate supports sustainable industrial practices, reducing waste and improving process efficiency.

Why Choose Manganese Nitrate 50% Solution?
1. Exceptional Purity & Consistency
≥99.9% purity for specialized applications.
Batch-to-batch consistency ensuring reliable performance.
2. Safety & Handling Advantages
Stable liquid form for easy storage and transport.
Non-hygroscopic, preventing caking or degradation.
3. Economic Efficiency
Reduced processing time due to high reactivity.
Lower operational costs with minimal waste generation.
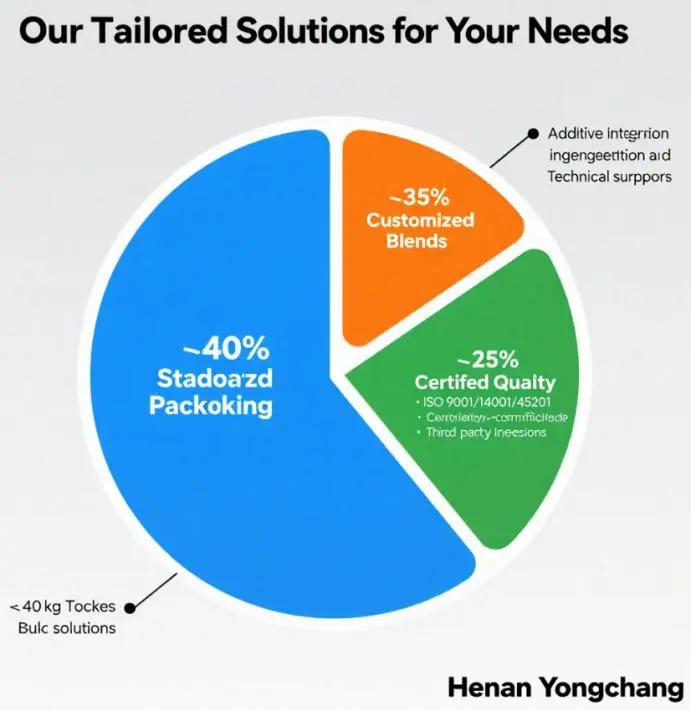
Our Tailored Solutions for Your Needs
At Henan Yongchang, we offer Manganese Nitrate 50% Solution in customizable packaging and formulations to meet your specific requirements:
1. Standard Packaging
<40kg buckets for small-scale use.
Bulk solutions for large industrial demands.
2. Customized Blends
Additive integration for specialized applications.
Technical support for optimal usage.
3. Certified Quality
ISO 9001/14001/45001 certified for guaranteed safety and performance.
Third-party inspections available upon request.